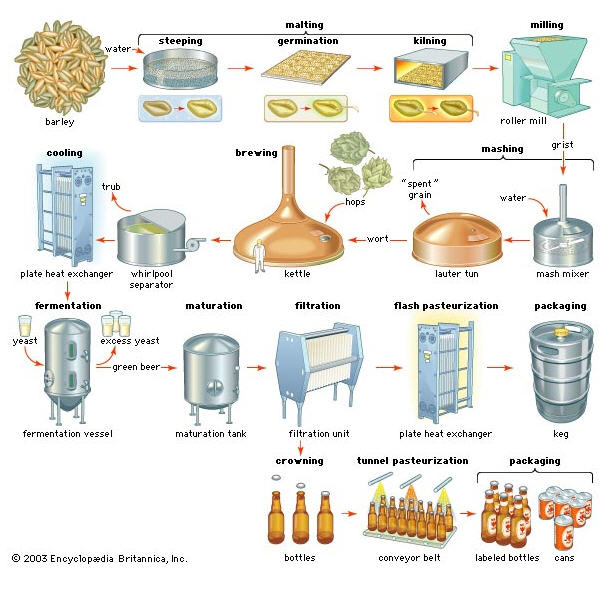
Brewhouse Process Flow
1. Malt Mill
The malt is crushed in a malt mill to break apart the grain kernels, increase their surface area, and separate the smaller pieces from the husks.
2. Hopper
The hopper is used to hold the entire brew strength of grist (malt after milling)
3. Hot Liquor Tank
Used to recover energy and heat the water (liquor) needed for recirculation and sparging water onto the grain bed to convert starches to sugar.
4. Mash / Lauter Tun
Mashing is the process of mixing milled grain (typically malted grain) with water, and heating this mixture up with rests at certain temperatures to allow enzymes in the malt to break down the starch in the grain into sugars, typically maltose.
Used to combine the grist and hot water. A false screen is then used to extract the clear wort from the malted barley. The grist is mixed with heated water in a vat called a "mash tun" for a process known as "mashing". During this process, natural enzymes within the malt break down much of the starch into sugars which play a vital part in the fermentation process. Mashing usually takes 1 to 2 hours, and during this time various temperature rests (waiting periods) activate different enzymes depending upon the type of malt being used, its modification level, and the desires of the brewmaster. The activity of these enzymes convert the starches of the grains to dextrines and then to fermentable sugars such as maltose.
A mash rest at 104 °F or 40 °C activates beta-glucanase, which breaks down gummy beta-glucans in the mash, making the sugars flow out more freely later in the process. A mash rest from 120 °F to 130 °F (49 °C to 55 °C) activates various proteinases, which break down proteins that might otherwise cause the beer to be hazy. But care is of the essence since the head on beer is also composed primarily of proteins, so too aggressive a protein rest can result in a beer that cannot hold a head. This rest is generally used only with undermodified (i.e. undermalted) malts which are popular in Germany and the Czech Republic, or non-malted grains such as corn and rice, which are widely used in North American beers. Finally, a mash rest temperature of 149 to 160 °F (65 to 71 °C) is used to convert the starches in the malt to sugar, which is then usable by the yeast later in the industrial brewing process. Doing the latter rest at the lower end of the range produces more low-order sugars which are more fermentable by the yeast. This in turn creates a beer lower in body and higher in alcohol. A rest closer to the higher end of the range creates more higher-order sugars which are less fermentable by the yeast, so a fuller-bodied beer with less alcohol is the result.
Finally the mash temperature may be raised to 165 °F to 170 °F (about 75 °C) (known as a mashout) to deactivate enzymes. Additional water may be sprinkled on the grains to extract additional sugars (a process known as sparging).
After the mashing, the mash is pumped to a lauter tun where the resulting liquid is strained from the grains in a process known as lautering. The lauter tun generally contains a slotted "false bottom" or other form of manifold which acts as a strainer allowing for the separation of the liquid from the grain.
5. Diverter Panel and Transfer Pumps
Is used to transfer liquid flow from the mash / lauter tun to the kettle and then onto the fermenters. Designed with one person ease of use and cleaning in mind.
6. Brewkettle / Whirlpool
The wort is boiled to a desired specific gravity and hops are added for flavor and bitterness. After boiling the wort is whirlpooled to collect soluble proteins (trub) in the center of the kettle. The clear wort is then pumped through the heat exchanger and into the fermenter.
At this point the liquid is known as wort. The wort is moved into a large tank known as a "cooking tun" or kettle where it is boiled with hops and sometimes other ingredients such as herbs or sugars. The boiling process serves to terminate enzymatic processes, precipitate proteins, isomerize hop resins, concentrate and sterilize the wort. Hops add flavor, aroma and bitterness to the beer.
At the end of the boil, the hopped wort settles to clarify using hop filters. SBM does not use the whirlpool system for hop separation.
7. Heat Exchanger
using city water and/or cold propylene glycol as cooling mediums the wort is cooled to an acceptable fermentation temperature, from 10 deg C(50 deg F) to 17 deg C(62.5 deg F), before it goes to the fermenter.
After the hop filtration, the wort must be brought down to fermentation temperatures before yeast is added. In modern breweries this is achieved through a plate heat exchanger. A plate heat exchanger has many ridged plates, which form two separate paths. The wort is pumped into the heat exchanger, and goes through every other gap between the plates. The cooling medium, usually water, goes through the other gaps. The ridges in the plates ensure turbulent flow. A good heat exchanger can drop 95 °C wort to 20 °C while warming the cooling medium from about 10 °C to 80 °C. The last few plates often use a cooling medium which can be cooled to below the freezing point, which allows a finer control over the wort-out temperature, and also enables cooling to around 10 °C. After cooling, oxygen is often dissolved into the wort to revitalize the yeast and aid its reproduction.
The malt is crushed in a malt mill to break apart the grain kernels, increase their surface area, and separate the smaller pieces from the husks.
2. Hopper
The hopper is used to hold the entire brew strength of grist (malt after milling)
3. Hot Liquor Tank
Used to recover energy and heat the water (liquor) needed for recirculation and sparging water onto the grain bed to convert starches to sugar.
4. Mash / Lauter Tun
Mashing is the process of mixing milled grain (typically malted grain) with water, and heating this mixture up with rests at certain temperatures to allow enzymes in the malt to break down the starch in the grain into sugars, typically maltose.
Used to combine the grist and hot water. A false screen is then used to extract the clear wort from the malted barley. The grist is mixed with heated water in a vat called a "mash tun" for a process known as "mashing". During this process, natural enzymes within the malt break down much of the starch into sugars which play a vital part in the fermentation process. Mashing usually takes 1 to 2 hours, and during this time various temperature rests (waiting periods) activate different enzymes depending upon the type of malt being used, its modification level, and the desires of the brewmaster. The activity of these enzymes convert the starches of the grains to dextrines and then to fermentable sugars such as maltose.
A mash rest at 104 °F or 40 °C activates beta-glucanase, which breaks down gummy beta-glucans in the mash, making the sugars flow out more freely later in the process. A mash rest from 120 °F to 130 °F (49 °C to 55 °C) activates various proteinases, which break down proteins that might otherwise cause the beer to be hazy. But care is of the essence since the head on beer is also composed primarily of proteins, so too aggressive a protein rest can result in a beer that cannot hold a head. This rest is generally used only with undermodified (i.e. undermalted) malts which are popular in Germany and the Czech Republic, or non-malted grains such as corn and rice, which are widely used in North American beers. Finally, a mash rest temperature of 149 to 160 °F (65 to 71 °C) is used to convert the starches in the malt to sugar, which is then usable by the yeast later in the industrial brewing process. Doing the latter rest at the lower end of the range produces more low-order sugars which are more fermentable by the yeast. This in turn creates a beer lower in body and higher in alcohol. A rest closer to the higher end of the range creates more higher-order sugars which are less fermentable by the yeast, so a fuller-bodied beer with less alcohol is the result.
Finally the mash temperature may be raised to 165 °F to 170 °F (about 75 °C) (known as a mashout) to deactivate enzymes. Additional water may be sprinkled on the grains to extract additional sugars (a process known as sparging).
After the mashing, the mash is pumped to a lauter tun where the resulting liquid is strained from the grains in a process known as lautering. The lauter tun generally contains a slotted "false bottom" or other form of manifold which acts as a strainer allowing for the separation of the liquid from the grain.
5. Diverter Panel and Transfer Pumps
Is used to transfer liquid flow from the mash / lauter tun to the kettle and then onto the fermenters. Designed with one person ease of use and cleaning in mind.
6. Brewkettle / Whirlpool
The wort is boiled to a desired specific gravity and hops are added for flavor and bitterness. After boiling the wort is whirlpooled to collect soluble proteins (trub) in the center of the kettle. The clear wort is then pumped through the heat exchanger and into the fermenter.
At this point the liquid is known as wort. The wort is moved into a large tank known as a "cooking tun" or kettle where it is boiled with hops and sometimes other ingredients such as herbs or sugars. The boiling process serves to terminate enzymatic processes, precipitate proteins, isomerize hop resins, concentrate and sterilize the wort. Hops add flavor, aroma and bitterness to the beer.
At the end of the boil, the hopped wort settles to clarify using hop filters. SBM does not use the whirlpool system for hop separation.
7. Heat Exchanger
using city water and/or cold propylene glycol as cooling mediums the wort is cooled to an acceptable fermentation temperature, from 10 deg C(50 deg F) to 17 deg C(62.5 deg F), before it goes to the fermenter.
After the hop filtration, the wort must be brought down to fermentation temperatures before yeast is added. In modern breweries this is achieved through a plate heat exchanger. A plate heat exchanger has many ridged plates, which form two separate paths. The wort is pumped into the heat exchanger, and goes through every other gap between the plates. The cooling medium, usually water, goes through the other gaps. The ridges in the plates ensure turbulent flow. A good heat exchanger can drop 95 °C wort to 20 °C while warming the cooling medium from about 10 °C to 80 °C. The last few plates often use a cooling medium which can be cooled to below the freezing point, which allows a finer control over the wort-out temperature, and also enables cooling to around 10 °C. After cooling, oxygen is often dissolved into the wort to revitalize the yeast and aid its reproduction.
Fermentation/Aging Process Flow
Fermentation / Aging Vessel (open, closed or Unitank style)
The wort is pumped into this vessel and added to the previously pitched yeast and allowed to ferment (typically 3 to 7 days). The fermentation tank can be used as an aging tank or the beer can be transfered to a separate vessel for the aging period (typically 10 to 20 days).The wort is then moved into a temperature controlled cylindrical-conical "fermenter" where yeast is added or "pitched" with it. The yeast converts the sugars from the malt into alcohol, carbon dioxide and other components through a process called fermentation or glycolysis. After a week to three weeks, the fresh (or "green") beer is cooled close to freezing temperature, yeast is purged and the beer is allowed to "lager" or rest. After this conditioning for a week to several months, the beer is often filtered to remove remaining yeast and particulates. The "bright beer" is then ready for serving or packaging.
When the sugars in the fermenting beer have been almost completely digested, the fermentation slows down and the yeast starts to settle to the bottom of the tank. At this stage, the beer is cooled to around freezing, which encourages settling of the yeast, and causes proteins to coagulate and settle out with the yeast. Unpleasant flavors such as phenolic compounds become insoluble in the cold beer, and the beer's flavor becomes smoother. During this time pressure is maintained on the tanks to prevent the beer from going flat.
If the fermentation tanks have cooling jackets on them, as opposed to the whole fermentation cellar being cooled, conditioning can take place in the same tank as fermentation. Otherwise separate tanks (in a separate cellar) must be employed.
9. Filter (DE or Plate & Frame)
Used to filter all of the left over yeast and sediment from the beer on its way to the serving / bright beer vessel. This extends shelf life and provides a clearer product. Beer does not always have to be filtered.
A mixture of diatomaceous earth and yeast after filtering.
Filtering the beer stabilizes the flavor, and gives beer its polished shine and brilliance. Not all beer is filtered.
Filters come in many types. Many use pre-made filtration media such as sheets or candles, while others use a fine powder made of, for example, diatomaceous earth, also called kieselguhr, which is introduced into the beer and recirculated past screens to form a filtration bed.
Filters range from rough filters that remove much of the yeast and any solids (e.g. hops, grain particles) left in the beer, to filters tight enough to strain color and body from the beer. Normally used filtration ratings are divided into rough, fine and sterile. Rough filtration leaves some cloudiness in the beer, but it is noticeably clearer than unfiltered beer. Fine filtration gives a glass of beer that you could read a newspaper through, with no noticeable cloudiness. Finally, as its name implies, sterile filtration is fine enough that almost all microorganisms in the beer are removed during the filtration process.
10. Glycol Reservoir / Cooler
Cold glycol is pumped from here to each cooled vessel to maintain and control beer temperatures. The glycol can also be used to cool the wort in the heat exchanger.
11. Transfer Pump
Is used to pump the beer from the fermenter to the serving / bright beer vessels. And also for pumping of cleaning solution (caustic soda).
12. Serving / Bright Beer Vessel
CO2 is added to the beer through a carbonating stone to adjust the CO2 levels to the style of beer in the vessel. From this vessel the beer can be kegged, bottled or served via draft lines.
13. CO2 Tank
This adds head to the beer and also maintains head pressure on the tank while kegging, bottling or serving to a draft line.
The wort is pumped into this vessel and added to the previously pitched yeast and allowed to ferment (typically 3 to 7 days). The fermentation tank can be used as an aging tank or the beer can be transfered to a separate vessel for the aging period (typically 10 to 20 days).The wort is then moved into a temperature controlled cylindrical-conical "fermenter" where yeast is added or "pitched" with it. The yeast converts the sugars from the malt into alcohol, carbon dioxide and other components through a process called fermentation or glycolysis. After a week to three weeks, the fresh (or "green") beer is cooled close to freezing temperature, yeast is purged and the beer is allowed to "lager" or rest. After this conditioning for a week to several months, the beer is often filtered to remove remaining yeast and particulates. The "bright beer" is then ready for serving or packaging.
When the sugars in the fermenting beer have been almost completely digested, the fermentation slows down and the yeast starts to settle to the bottom of the tank. At this stage, the beer is cooled to around freezing, which encourages settling of the yeast, and causes proteins to coagulate and settle out with the yeast. Unpleasant flavors such as phenolic compounds become insoluble in the cold beer, and the beer's flavor becomes smoother. During this time pressure is maintained on the tanks to prevent the beer from going flat.
If the fermentation tanks have cooling jackets on them, as opposed to the whole fermentation cellar being cooled, conditioning can take place in the same tank as fermentation. Otherwise separate tanks (in a separate cellar) must be employed.
9. Filter (DE or Plate & Frame)
Used to filter all of the left over yeast and sediment from the beer on its way to the serving / bright beer vessel. This extends shelf life and provides a clearer product. Beer does not always have to be filtered.
A mixture of diatomaceous earth and yeast after filtering.
Filtering the beer stabilizes the flavor, and gives beer its polished shine and brilliance. Not all beer is filtered.
Filters come in many types. Many use pre-made filtration media such as sheets or candles, while others use a fine powder made of, for example, diatomaceous earth, also called kieselguhr, which is introduced into the beer and recirculated past screens to form a filtration bed.
Filters range from rough filters that remove much of the yeast and any solids (e.g. hops, grain particles) left in the beer, to filters tight enough to strain color and body from the beer. Normally used filtration ratings are divided into rough, fine and sterile. Rough filtration leaves some cloudiness in the beer, but it is noticeably clearer than unfiltered beer. Fine filtration gives a glass of beer that you could read a newspaper through, with no noticeable cloudiness. Finally, as its name implies, sterile filtration is fine enough that almost all microorganisms in the beer are removed during the filtration process.
10. Glycol Reservoir / Cooler
Cold glycol is pumped from here to each cooled vessel to maintain and control beer temperatures. The glycol can also be used to cool the wort in the heat exchanger.
11. Transfer Pump
Is used to pump the beer from the fermenter to the serving / bright beer vessels. And also for pumping of cleaning solution (caustic soda).
12. Serving / Bright Beer Vessel
CO2 is added to the beer through a carbonating stone to adjust the CO2 levels to the style of beer in the vessel. From this vessel the beer can be kegged, bottled or served via draft lines.
13. CO2 Tank
This adds head to the beer and also maintains head pressure on the tank while kegging, bottling or serving to a draft line.
